1.ВВЕДЕНИЕ
Станок «Магнабенд» является универсальным, удобным в использовании оборудованием для гибки металлических листов всех типов, включая алюминиевые, медные, стальные листы и листы из нержавеющей стали.
ኢሌክትሮማግኒትናያ ሲስተማ ዛጃማ ኦብሴፕሽን ቦልሹሹን ሶቦዱ ዱላ ፕራይዳኒያ ዛጎቶቪኬ ስሎዥንыh ፎረም.Машина позволяет легко придавать обрабатываемому листу форму глубоких узких желобов, закрытых секций, глубоких ящиков, которые сложно или невозможно изготовить на обыкновенном станке.
Уникальная система крепления (ሸአረኒርንይ ፔትሊ)Форма стойки ስታንካ (ሞኖስቶይካ) также ራሺሪያየት возможноsty ስታንካ.
Простота использования данного оборудования обеспечивается управлением прижимом и его снятием при помощи простого нажатия на кнопки, легкостью и точностью процесса выравнивания металлических листов, автоматической регулировкой станка под необходимые параметры толщины листа.
Необходимость для включения рабочего режима двух рук обеспечивает безопасность работы оператора.Использование магнитного пажима означает то, чтоЭто, в свою очередь, означает, что зажимающий механизм более компактен и удобен в использовании, поскольку не нуждается в дополнительных, громоздких механизмах фиксации формы.( Толщина прижимной блки определяется исключительно требованиями к интенсивности магнитного возей.
Специальные бесцентровые петли (шарниры) разработаны специально для «Магнабенд» и размещаются вдоль сгибающей балки и наряду с прижимной балкой обеспечиваеют приложение сгибающего усилия именно в том месте, где оно генерируется.
Комбинированный эффект электромагнитного зажима и специальных бесцентровых петель делает станок «Магнабенд» компактным, удобным и в то же время очень мощным оборудованием.
Для наиболее эффективного использования «Магнабенд» необходимо прочесть данную инструкцию, особенно раздел «ИСПОЛЬЗОВАНИЕ МАГНАБЕНД».
2.СБОРКА
Рекомендации по сборке
1.Распакуйте ስቶይኩ, ኦፖሬይ, እና ክሬፕ.
2.Установите ኦፖሬይ ና ስቶይኬ.Пара опорс черными и желтыми лентами должны быть направлены вперед от ስቶይኪ.(Лицевая сторона та, на которой нет соединительного шва)
3.Модели 650Е እና 1000Е: установите площадку на передних опорах, используя болты ኤም10*16 እና ሼኒቢ.Подгонка отверстий для крепления будет проще ፣Болты М8*20 на задних опорах служат для выравнивания станка እና компенсации неровностей пола.После монтажа площадки затяните все болты.
ሞዴል 1250ኢ፡ ኤልያ ኢቶይ ሞዴሊ ፕላስዳካ ቭ ኮምፕሌክቴ ፖስታቪኪ እና ፕሮደስሞቴሬና።Она должна быть прикреплена к полу непосредственно перед передними опорами стойки.
4.С помощью ассистента осторожно установите «Магнабенд» на стойку እና зафиксируйте его болтами ኤም8*16.
Модели 650Е и 1000Е: Не забудьте провести провода
5.одееелиодели 1000е: инккююию ющющющоющющющющющющющющющющющющющющющющющющющющющющющющющющющющющющющющющющющющющющющющющющющющющуууууующющющющуууА НиНиэ блекроуум блекроумм лоер электр элекр ун еееУстановите заднюю панель.
Модель 1250Е: Подсоедините сетевой кабель к задней стороне стойки с помощью болтов М6*10.
6.Модель 650Е: Установите обе половины ላይክУстановите подставку с резиновыm pоkrыtyem в задней части ስታንካ, используя два болта М8*12.Присоедините два ограничителя краям подставky.
Модели 1000Е и 1250Е: установите два ограничителя в задней станка с помощью двух болтов.Установите площадку с резиновыm покрытием в задней части ስታንካ, используя ቲ ቦልታ ኤም8*16.Установите фиксирующий буртик на каждый из ограничителей.
7.Установите ручки, используйте болты М8*16.
Модели 650Е እና 1000Е: Перед монтажом, ручку необходимо продеть через кольцо индикации угла.
Модель 1250Е: ሩቺካ с угловой шкалой должить
8.Модель 1250Е: Поверните сгибающую балку на 180.Распакуйте механизм индикации угла и наденьте ползунок (каретку)Отвитите два болта ኤም 8 крепежного ዩስትሮይስትቫ ኢንዳይካቶራПрисоединте
ምሳሌ: ስታኖክ ሞገስት እና ቪክልቻትስ ፣ እስሊ ኤቲ ቦልቲ ኔዶስታቶችኖ ዛቲኑቲ።
9.При помощи бензина или другого обезжиривающего средства ኦቾሎኒ
10.Установите короткие прижимные пластины на подставку, а длинную прижимную балку в рабочее положение, при этом опоры должны совпасть с пазами на основной балке станка.
11.Установите вилку, если она не соответствует используемым розеткам, согласно принципиальной электрической схеме, или подключите шнур питания к автоматическому выключателю.
ВНИМАНИЕ:
При подключении соблюдать фазировку:
-коричневый провод – ፋዛ;
-голубой провод - ኖል;
-ዘሌኖ-ዘሌተይ ፕሮቮድ – zemlia.
3.ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
3.1ОБЩИЕ ХАРАТТЕРИСТИКИ Модель 650Е:
Максимальный размер и толщина листа 625 ሚሜ / 1,6 ሚሜ* при Т/В = 250/320 МПа
ምሳ ስታንካ 72 ኪ.ግ
Модель 1000Е:
Максимальный размер и толщина листа 1000 мм /1,6 мм* при Т/В = 250/320 МПа Масса станкаг 110
Модель 1250Е:
Максимальный размер и толщина листа 1250 мм / 1,6 мм* при Т/В = 250/320 МПа Масса станка 150
*) Только с дополнительной пластиной, присоединяемой к гибочной балке!
Общее прижимное усилие для прижимной балки ስታንዳርት длynы: Модель 650Е: 3 ቶን
Модель 1000Е: 4,5 ቶнны Модель 1250Е: 6 ቶን
ኢሌክትሪክ ፓራሜትሪ፡
~1 ፋዛ፣ 220/240 вольт переменного тока Потребляемый ток:
А А Модель 650Е: 4 А А Модель 1000Е: 6 А А Модель 1250Е: 8 А
ВНИМАНИЕ:
При подключении соблюдать фазировку:
-коричневый провод – ፋዛ;
-голубой провод - ኖል;
-ዘሌኖ-ዘሌተይ ፕሮቮድ – zemlia.
ፐሮዶልዥቴልኖስት ቪክልቺንያ ኤሌክትሮማግኒትኖ ፕሪጂማ, አይደለም ቦሌ: 30% ራብቼጎ ቺክላ
Защита от перегрева: ቴርሞሬሌ, 70С Максимальный угол гиба: 180.
3.2ПАРАМЕТРЫ ГИБКИ:
(Используется стандартная прижимная балка длягибки заготовки максимальной длины)
| ሞቴሪያል። | sТ/sВ | ቶልሺና ሊስታ | Наименьшая ቪሶታ ቡርቲካ | ራድዩስ |
| Мягкая сталь | 250/320 ኤም.ፒ.ኤ | 1.6 ሚሜ* | 30 ሚ.ሜ | 3.5 ሚ.ሜ |
| 1.2 ሚ.ሜ | 15 ሚ.ሜ | 2፣2 ሚሜ | ||
| 1,0 ሚሜ | 10 ሚ.ሜ | 1.5 ሚ.ሜ | ||
| Алюминий | 140/160 ኤም.ፒ.ኤ | 1.6 ሚሜ* | 30 ሚ.ሜ | 1.8 ሚ.ሜ |
| 1.2 ሚ.ሜ | 15 ሚ.ሜ | 1.2 ሚ.ሜ | ||
| 1,0 ሚሜ | 10 ሚ.ሜ | 1,0 ሚሜ | ||
| Нержавеющая сталь | 210/600 ኤም.ፒ.ኤ | 1,0 ሚሜ* | 30 ሚ.ሜ | 3.5 ሚ.ሜ |
| 0፣9 ሚሜ | 15 ሚ.ሜ | 3,0 ሚ.ሜ | ||
| 0፣8 ሚሜ | 10 ሚ.ሜ | 1.8 ሚ.ሜ |
*) Только с дополнительной пластиной, присоединяемой к гибочной балке!
3.3НАБОР КОРОТКИХ ПРИЖИМНЫХ ПЛАСТИН Длина:
Модель 650Е: 25;38;52;70;140;280 ሚ.ሜ
Модели 1000Е እና 1250Е: 25;38;52;70;140;280;597 ሚ.ሜ
Все пластины (за исключением 597 ммо)
3.4 ፒ.ፒ.ኤም.ኤ.
В комплект поставки может быть включена специальная прорезная прижимная балка с пазами шириной 8 мм и глубиной 40 мм, позволяющих изготавливать изделия длиной не более:
Модель
650Е 15 635 ሚ.ሜ
1000Е 15 1015 ሚ.ሜ
1250Е 15 1265 ሚ.ሜ
Для более глубоких изделий используйте набор коротких прижимныh ፕላስቲን.
፬
4.1ВКЛЮЧЕНИЕ /ВЫКЛЮЧЕНИЕ ПОЛНОГО ПРИЖИМНОГО УСИЛИЯ
Движение сгибающе блки время активации полного прижимного усилия, измерямое в нижней част.
Реверсивное движение для выключения станка.Измеряется в задней части от 90 и должно быть в пределах 15 5
4.2УГЛОВАЯ ШКАЛА
Показания на углу индикатора, когда сгибающая блка установлена на 901.с помощью инженерного квадрата.
4.3КОРПУС МАГНИТА
ከፍተኛው 0,5 ሚ.ሜ.
Шероховатость поверхности магнита ከፍተኛ 0,1 мм.
4.3ጂИОЧНАЯ БАЛКА
ከፍተኛ መጠን 0,25 ሚሜ.ከፍተኛ መጠን 0,25 ሚ.ሜ.
4.4ОСНОВНАЯ ПРИЖИМНАЯ БАЛКА
ከፍተኛው 0,25 ሚሜ.
በ 3 ሚ.ሜ.
Убедитесь, что при ዩስታንኦቪልየንыh в положение 1 Убедитесь
4.5ШАРНИРЫ
Проверьте на валиках и секционныh блокираторах.Убедитесь, что шарниры вращаются легко и свободно на 180 градусов.
Убедитесь, что шплинты SHAрниров не вращаются እና зажаты удерживающие гайки.
5. РАБОТА СО СТАНКОМ
ВНИМАНИЕНИЕ!
Станок «Магнабенд» ራዝቪቬት общее скачать видео -(Смотри раздел технические характеристики).Он требует для включения двух рукс тем, чтобы пальцы оператора не могли быть случайно зажаты выть.
Очень важно, чтобы одновремено за станком работал только один человек.Опасно, если один оператор будет управлять выключателями
5.1 ኤኮ
Убедитесь в том, что питание включено
1.አስትሮይካ ፖዶ ቶልሺኑ ሊስታ ፕሮይዝቮዲትሳ ፖቮሮቶም ኤክስሰንትሪኮቭ እና ኦቢይ ፖፖራህ ፕራይምኖይ ባልኪ።Поднимите гибочную балку на 90 градусов и убедитесь в том, чтоኢሲሊ ነኦብሆዲሞ ፔሬናስትሮይቴ ኤክሰንትሪኪ።
(Для оптимального результата расстояние между краем прижимной и поверхностью гибочной балки должно быть немного больше, чем толщина самого сгибаемого листа.)
2.Вставьте лист, поверните передний край прижимной балки вниз እና выровняйте линию гиба по кромке прибим.
3.Нажмите и удерживайте кнопку СТАРТ.ኢቶ ኦትኖሲያ ከ ፕረድቬርቲል ፕሪዝየም.
4.Другой рукой потяните за ручку.Включится рабочий причимПродолжайте гибку до достижения необходимый угол сгиба.
5.Гибочная блка может быть перевернута на 10…15Поворот на угол более15
ВНИМАНИЕ
Во избежание скачать видео -Рекомендуемая
минимальная длина сгиба при использовании стандартной прижимной балки 15 mм
Усилие прижима меньше, когда магнит горячий.Поэтому используйте прижим አይደለም ዳሌሽ፣ ቺም ተርብዩትስያ ዳሊያ ጊብኪ ሊስታ።
5.2ኤምኤጂኦኮ
Техника, используемая для загибания краев металического листа, зависит от его толщины እና в некотото.
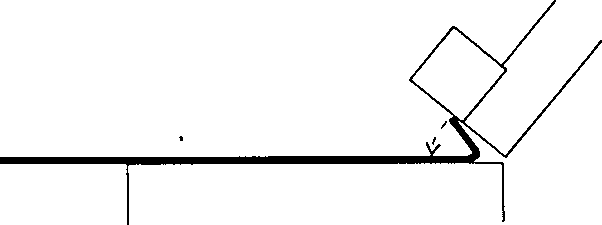
ቶንኪ ሊስቲ (ከ 0.8 ሚሜ)
1.Производится как нормальная, но осуществлять гибку нужно как можно дальше (135°).
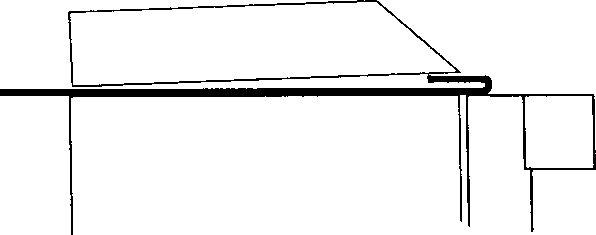
2.Снимите прижимную блку, металический лист на станке подвиньте назад примерно на 10 мм.Затем гибочный блкой произведите «догибку» ክሮምኪ.(Прижимную балку применять не нужно).
Примечание: не пытайтесь делать узкие загибы на толстых металических листах.
3.При работе с толстыми металлическими листами, в случаях, если кромка не очень узкая, возможно достижение более полного загиба при условии использования прижимной балки.
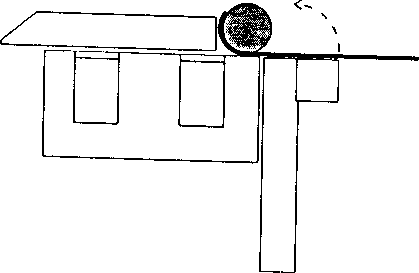
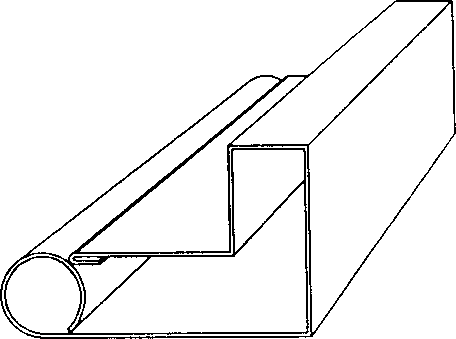
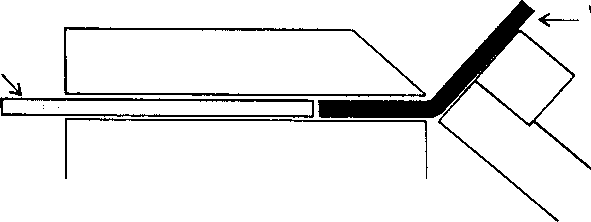
5.3 አአአካሪጂጂኤም
Закругленные концы ፎረምሪዩትስያ ፑቲም
1.ራዝምስቲቴ ልይስት ሜታሊላ፣ ፕረዚምኑሺ በለኩ እና ስታይልኖይ ሽንሊንደር ታክ፣ ካንኩ ዩካዛኖ ና ሪሶንኬ።
а) Убедитесь, что прижимная балка не перекрывает фронтальную сторону станка в точке а , поскольку в этом случае магнитный поток пройдет мимо металлического цилиндра и сжимающая сила будет слишком мала.
б) Убедитесь, что металический цилиндр находится на стальной передней части станка беса не алюдине, .
с.
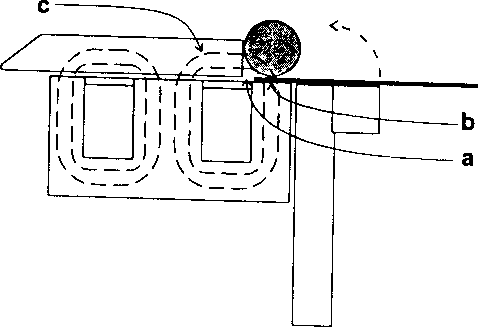
2.Загните металлический лист как можно дальше, после чего переложите его как указано на рисунке.
3.ፕፖቬቶሪቴ ዴኢስትቪዬ 2 ፣ እስሊ ኤቶ ነኦብሆዲሞ።
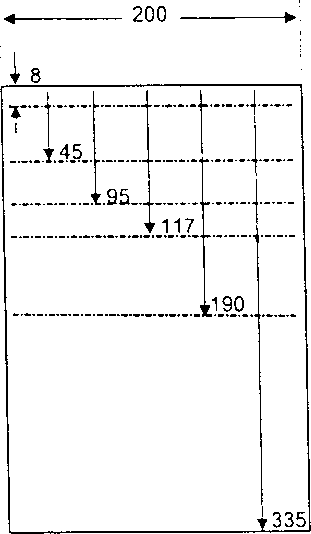
5.4ПРОБНЫЙ МЕТАЛЛИЧЕСКИЙ ЛИСТ
В селях более полного ознакомления с
1.Выберите металический лист из мягкой ስታሊ ወይም አላስቸገረኝ ቶሊሺን 0,8 ሚሜ እና вырежьте заготовку 3.
2.Разметьте линии на листе металла как указано ниже:
3.Выровняйте линию сгиба 1 и сделайте загиб кромкилиста (Смотри Загибание кромки).
4.Переверните металлический лист и пододвиньте его под прижимную блкутак, чтобы завернутый край.Переместите прижимную балку вперед እና выровняйте линию сгиба 2. Согните заготовку на угол 90°.Пробный лист будет выглядеть следующим обраzoм:
5.Переверните металлический лист и сделайте загибы 3, 4, 5, каждый на угол 90°.
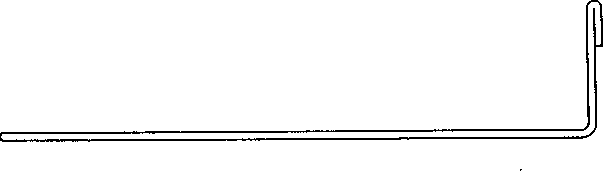
6.Для завершения формы заверните оставшуюся часть листа на стальной цилиндр диаметром 25 мм.
Выберите прижимную пластины на общую дину 280 ሚ.
Удерживайте стальной цилиндр правой RUKOYЗatem pravoy ሩኮይ ፖታየንቴ ሩችኩЗаверните заготовку как можно больше
(ኦኮሎ 90°)።Переложите заготавкуПродолжайте завертывание листа, пока оне будет завернут полностью.
Пробная форма готова:
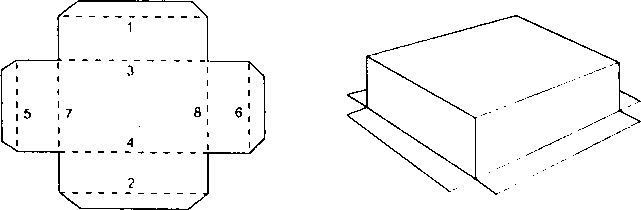
5.5.ЯЩИКИ
Существует много способов изготовления ящиков.«Магнабенд» идеально подходит для этой цели, особенно, когда необходимо создать сложные ящики, поскольку использование коротких прижимных пластин значительно упрощает выполнение сложных сгибов.
5.5.1 ፒሮስቲይ ኢሺኪ
1.Сделайте первые два сгиба, используя длинную прижимную балку какпри нормальной гибке.
2.Выберите одну или несколько коротких прижимныh ፕላስቲን እና razmesttite እና как указано на рисуnkе.( Нет необходимости точно подбирать их подлине, поскольку изгибы будет выполнен поменьшей мерев.
Для сгибов длиной до 70 мм, подберите наибольшую пластину, которая подойдет.Для большей длины сгиба может понадобиться спользованиеВыберите самую длинную пластину, которая подойдет, затем еще одну, которая поместится в образовавшийся промежуток и, возможно, еще одну для достижения необходимой длины.
Для многократныh сгибов можно соединить короткиеЕсли ящики имеют низкие края и у Вас имеется прорезная сгибающая балка, возможно быстрее будет изготовить ящики таким образом, как указано в разделе Изготовление подносов .
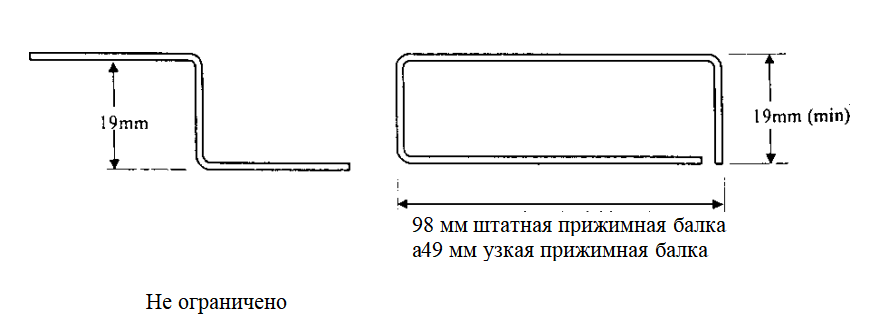
5.5.2Ящики с загнутыmy вовнутрь ክራያሚ
Ящики с загнутыми вовнутрь краями могут быть изготовлены с использованием стандартного набора прижимных пластин таким образом, чтобы одно из измерений было больше, чем ширина самой прижимной пластины (98 мм).
1.Используя штатную прижимную блку, выполните сгибы 1,2,3 እና 4.
2.Выберите короткую прижимную ፕላስቲኑ (ወይም, возможно, две-три ፕላስቲን, соединеные вместе).Ее длина должна быть короче, по крайней мере на толщину загиба, чем ширина самой коробки (чтобы быто быть) .Сделайте ስጊቢ 5፣6፣7 እና 8።
5.5.3Ящики с отдельныmy ክራያሚ.
Ящик, изготовленный с отдельныmy ክራያሚ, имет ряд преимуществ:
- ኦን ኤኮኖሚት ማተርያል፣ እስሊዩ ያሺካ ግሉቦኪ ክራያ
-v эtom sluchae አይደለም nado podonyat ugly
-все разрезы можно сделать спомощью гильотины
-все сгибы могут быть сделаны с помощью штатнойной прижимной балки.
И ряд недостатков:
-необходимо делать больше сгибов
-большее количество углов должно быть соединено
-больше металлических углов и креплений видно на готовом ящике.
Для изготовления такого ящика необходимо:
1.Подготовить форму как указано на рисунке.
2.Сделать первые четыре сгиба на основной заготовке.
3.Затем выполнить по четыре сгиба на каждой из боковых заготовок.При осуществлении каждого сгиба вставляйте узкий край боковой заготовки под прижимную пластину.
4.Соберите ящик.
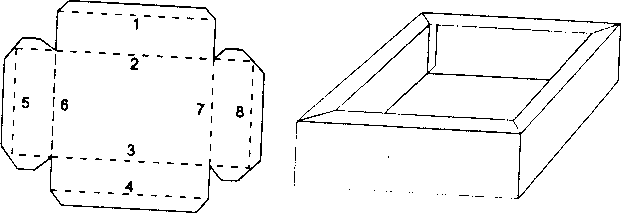
5.5.4Ящики с ፕሮስቲሚ ዩግላሚ
Ящики спростыми углами и выступающими загибами просты визготовлении, ESли длина እና ሼይን больреше.
1.Подготовьте форму.
2.Используя штатную прижимную балку сделать сгибы 1,2,3 እና 4.
3.Вставить конец заготовки под прижимную балку для осуществления сгибов 5 и 6.
4.Используя соответствующие короткие прижимные пластины сделать сгибы 7 እና 8.
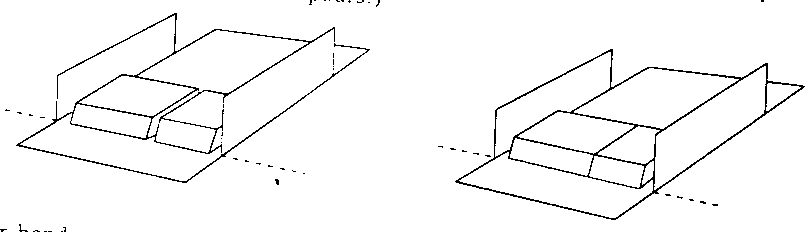
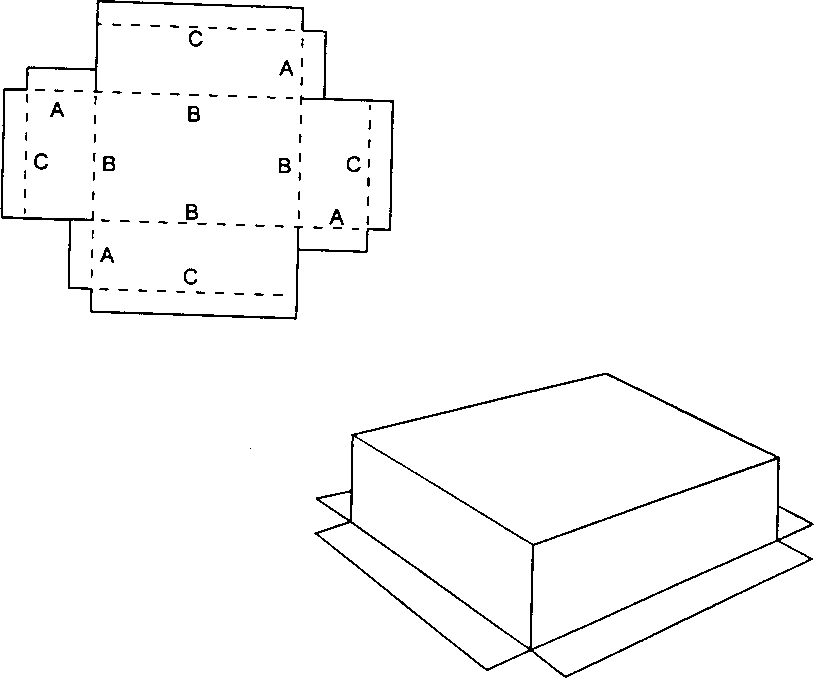
5.5.5Ящик с pерекрывающимиsya углами
При изготовлении такого ящика без
1.Подготовьте форму с разметкой сгибов как указано на рисунке.
2.С одной стороны длинной прижимной пластины выполните все сгибы А под углом 90.ኢቶ ሉቺ ስዴልት፣ ፖስታቭሊያ ዛጊባዬ ክራያ ፖድ ፕርጂምኑሹ ፕላስቲኑ።
3.С этого же ኮንሳ ዴሊኖይ ፕረዚምኖይ ፕላስቲን ሰላይቴ ስጊቢ В pod uglom 45.Старайтесь подставлять под прижимную пластину не дно ящика, а его края.
4.С другой стороны длинной прижимной ፕላስቲን сделайте сгибы Спод углом 90.
5.Используя сответствующие короткие прижимные пластины, завершите сгибы В до угла 90.
6.Соедините углы.
Помните, что глубокие ящи лучше изготавливать с отельными краями.
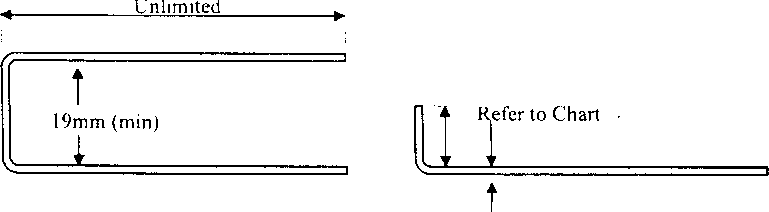
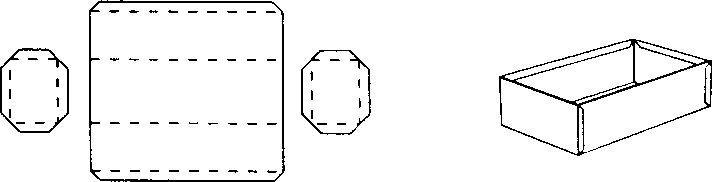
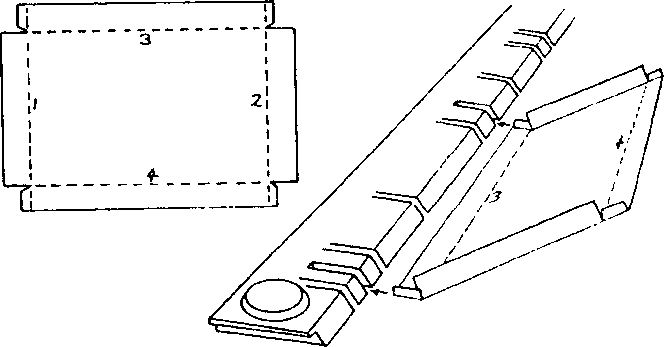
5.6 ፒ.ፒ.ኤል.ኤ.
Прорезная прижимная блка, сли она включена в комплект поставky, идеальна для быстрого እና точного изего.Преимущество прорезной белки перед набором коротких пластинТем не менее, короткие прижимные пластины могут быть использованы для изготовления подносов неограниченной глубины и, вне всякого сомнения, лучше подходят для изготовления сложных форм.
Пазы расположены смотреть бесплатноПри изготовлении подноса Вам следует выбрать እና
Для изготовления мелкого (неглубокого) подноса
1.Загните две противоположные стороны и уголки, используя прорезную прижимную балку не обращая внимания на пазы, они не будут иметь влиять на качество на сгибов.
2.Затем выберите два паза, между которыmy будете загибать оставшиеся две стороны.ኢቶ ዴሌስያ ኦቼን ለግኮ እና ውዲቪቴሌኖ ባዮስትሮ ሜቶዶም ፖዶቦራ ዳቭ ፓስሶቭ፣ ዩዳሊንስ ደረሡን ድረስ.
3.Когда Вы ኡስታኖቪቴ ክራያ ፖዶስያ под прижимную блку между двумя выbranыmy ፓዛሚ, произведие.ርእሰ ምምሕዳር 1998 ዓ.ም.ፈ.
Пры
ОГРАНИЧИТЕЛИ (УПОРЫ)
5.7ОГРАНИЧИТЕЛИ (УПОРЫ) Использование ограничителей
Ограничители используются в тех случаях, когда необходимо сделать большое количество сгибов, все из которых должны находиться на одном расстоянии от края заготовки.После правильного смотреть бесплатно
Обыchно ограничители используются, когда пластина располагается напротив них, чтобы образовать достатовать.Какая-либо специальная дополнительная пластина не входит в комплект поставки, однако, Вы можете иоспать.
Примечание: если необходимо установить ограничитель под прижимной балкой, это может быть сделано путем совместного использования ограничителя и полоски металлического листа такой же толщины, как и сама заготовка.
5.8ТОЧНОСТЬ
Проверка точности Вашего ስታንካ
Все рабочие поверхности Магнабенд должны быть ровныmy እና гладкими с допустимой погрешностью до 0,2 .
ብርግጽ፡
1.Ровность рабочей поверхности сгибающей балки.
2.Ровность сгибающего kraя прижимной пластины.
3.ፓራሌልኖስት ኤቲህ ድቮህ ፖቨርሆስቴይ.
ኢቲ ፖቬርንስቶስቲ ሞጆን ፕሮቨርታይት ቶክኒም ፕሮፖዛልንኮም፣ ያለ ሹፌስት እና ድሬሆይ ሜቶድ ሶስቴይን።ኤልያ эtoho:
1.Поверните ጊቢቦቺኑ ባልኩ ና 90 እና ዩደርጂቫይቴ(አልካ ሞት ባይት ዛፊኪሲሮቫና в эtoy ፖዚቲ ፑቴም ኡስታኖቪኪ ዛዥምኖጎ ኦጋንቺቴሊያን ና ዛድኒ ስቶሮን)።
2.Проверьте расстояние между сгибающим краем прижимной балки እና рабочей поверхностью гибочной балки.Иspolzuya ናስትሮይኪ ኦፖር ፕርጂምኖይ ባልኪ ፣ ኡስታኖቪቴ эto rasstoyanye ና ቬልቺኑ 1 m ና ካዝዶም ኮንቴ።(Используйте кусочек металлического листа или щуп).
Убедитесь, что расстояние одинаково на всей протяжености прижимной балки.Расхождения должны быть не более 0,2 ሚሜ.Само расстояние должно быть не более 1,2 ሚሜ እና не менее 0,8 ሚሜ.( Если настройки показывать разные величины, переустановите እና
Примечание:
а) Прямолинейность прижимной пластины по вертикали (на виде спереди) не важна, поскольку она выравнивается после включения прижимающей силы магнитного потока.
б) Расстояние между гибочной балкой и корпусом магнита, когда балка находится в своей обычной.,ኢቶ ራሰስቶያን አይደለም ቪልያእት ና ቶቺስቶት ጊቢኪ።
с.В то же время при гибке более толстыh листов, атакже таких материалов, как обыкновенная и нержавеше .(Смотрите раздел Технические характеристики).
d) Однообразие сгиба на более толстых листах можно достичь путем использования отходов того же листа из которого вырезана заготовка для заполнения свободных пространств под прижимной балкой.
6. ОБСЛУЖИВАНИЕ И УХОД
Рабочие поверхности
Если на рабочих поверхностях появится налет ржавчины, онаПохожие песни Etom Sluche Sleduet Obrabotat ሹኩርኮይ ሮ200, ፖስሌ ቼጎ ናንስቲ ስፕቲፕለር ዛሺት 6.
Смазка петель гибочной балки
Если «Магнабенд» используется посяноኢስሊ ስታኖክ ኢስፖልዙትስያ አይደለም ኦቼን ቻስቶ፣ማዝኩ ኤቲህ ዴታሌይ ሞገኖ ፖሮይዝቪት ሬዝ።
Два отверстия для смазки находятся на основной шарнирной плите петли.Смотреть смотреть бесплатно
Наስትሮይኪ
Настройки в опорах штатной прижимной балки предназначены для установки зазора в зависимости от толщины заготовки, между сгибающим краем прижимной балки и гибочной балкой.Настройки устанавливаются на заводе и соответствуют заготовке толщиной в 1мм в положении «1» .ኢስሊ ኤቲ ኡስታኖቪኪ ስብቲ ፣ቶ ሰለዱየት ፕሮይዝቬስት ናስትሮይኩ ሰለዱሹም ፖራድኬ
1.Удерживайте гибочную балку в положении 90 градусов.
2.ኢስታኖቪቴ ኪሱሶቼክ ሊስቶቮ ሜታሊላ ቶልሺኖይ 1 ሚ.
3.Не обращая внимания на разметку, вращая ручки регулировки на опорах, слегка зажмите кусочки металла между сгибающим краем прижимной балки и гибочной балкой.
4.Используя специальный 3 мм сестиграный ключ, осторожноЗатем поверните кольцо таким
обраzoм, чтобы насечка pokazyvala 1 .ፕሮዴላይቴ эtoho በ ቬራሼንያ ቪንቴርኔጎ ኮርፑሳ.Затяните установочный винт.
5.Повторите те же действия для второй опоры.
Подпружиненые смотреть бесплатноЕсли это произошло, устраните проблему путем надавливания и отпускания пятки опоры тупым предметом при одновременном смазывании его проникающей смазкой типа WD-40.
7. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ
Для определения ሀራክቴራ ኔይስፓራቭኖስቲ ፐሮዳላይት следующие ኦፔራሲ:
1.Убедитесь, что питание станка включено, путем визуального контроля индикаторной лампы выключа.
2.ኢስሊ ፒታኒ ቪክሊችኖ ፣ ስታኖክ እና ራብቶቴ እና ፕሮጄክት ቃቱሽካ эlektromanganta, ወስዶታል.эtom sluchae podozhdyte, ፖካ ስታኖክ ኦስቲኔት (ኦኮሎ ፖሉቻሳ), zatem povtoryte popytku.
3. Двуручный встроенный механизм обеспечения безопасности пускатребует, чтобы кнопка СТТ былатать.Если Вы сначала потянули ручку, станок работать не будет.ኢቶ ሞጁት ስሉቺትስያ እና ቭ ስሉቺያВ эtom sluche ጴሬድ zapuskom ustanovyte ee v kraeyne polozhennыe.Если проблема повторится, то возможно, ሪቻግ ዩግሎቮ ዊክሊንቻቴሊያን ኒዩዥዳሽን в настройке.
4.Некорректная работа копки СТАРТ.Если у Вас модель 1250Е или старше попробуйте запустить станок ножной педалью пуска.
5.ኢስሊ ፒታኒ ቪክቸኖ፣ ስታኖክ እና ራብቶት፣ ታክሼ ፕሮቬርቴ ስኢዲነኒ ኤሌክትሮንሆ ሞዱል ኢኬ።
6.Если при нажатии кнопки «СТАРТ» не происходит предварительного прижима балки, но при поднятии ручки гибочной балки (начало процесса гибки) включается основной прижим и при отпущенной кнопке «СТАРТ» не выключается, то нуждается в замене конденсатор 15 мФ (10 мФ для ሞዴሊ 650Е).
7.ኢስሊ ክራባት ቬንሽን አቬቶማት ዛፊቲ ኤሌክትሮሴቲ፣ ናኢቦሌ ቬሮይትን ፕሮጄክትን ያሳልፋል።
Осуществляется легкий (предварительный)፣ አይደለም ግልጽ:
1.Убедитесь, что микропереключатель, раположеный в районе однойЕго включение производится квадратной латунной деталью – толкателем, присоединеной к механидукаи.При поднятии ручки.ጊቢቦችናያ ባልካ ቬራሼትስያ እና ፐሬዳቴት ቪራሼን ቴልስ, ቶልኬቴል ቪክሌችት ሚኬሮፐረክልት.Переместите ручку вперед и назад.Вы должны слышать щелчки микропереключателя.Если щелчков нет, переместите гибочную блкутаким образом, чтобы было видно толкатель.Переместите балку вверх – вниз, толкатель должен вращаться в ответ на ее движение (пока не войдет в ока не войдет в).ኢስሊ ኤቶጎ አይደለም ፕሮቪሾዳይት፣ ቮዝሞዥኖ ኤምሙ ኔዮቦዲሞ ቦልሼ ሲሰለቹ ሲሳይ ኤስ.ሞዴሌይ 1250ኢ ኢቶ ፣ካክ ፕራቪሎ ፣ስቫዛኖስ ዱሚያ ቦልታሚ ኤም 8 እና ክራያህ ቶልኬቴሊያ ፣ኮቶርዬ ሞገስት ።Еслиже толкатель вращается и хорошо входит в зацепление, но включает микропереключател,ኢለኣ ኢቶጎ ኦትክልቺቴ ስታኖክ ኦት ሴቲ ፣ ዛተም ሲኒቴ ፓኔል ኤስ ኤሌክትሪችሚ ቪሆዳሚ።У моделей 1250Е момент включения может быть отрегулирован вращением болта, который проходит черлта.Этот болт должен быть отрегулирован таким образом, чтобы микропереключателя щелкал, когда нижний край гибочной балки продвигается на расстояние около 4 мм.У моделей 650Е и 1000Е ታካያ ረጀቡልይሮቭካ ፕሩም
2.В случае, сли микропереключатель не работает при исправном толкателе, то он нуждается в замене.
3.Если Ваш станок оборудован вспомогательным переключателем, убедитесь, что он установлен в AL.В положении AUXCLAMP станок будет осуществлять только предварительный зажим.
Зажим производится хорошо
Эtoho Ukazыvat ና ኔይስፓቭኖስት razmagonchyvayuschey tsepy.Наиболее вероятной причиной является выход из строя резистора 6,8.Также проверьте все диоды и исключите возможное «залипание» контактов в реле.
Станок не сгибает лиsty большой толщины
1.Убедитесь, что толщина метала и длина линии гиба соответствует техническим характеристикам Вашего.Также проверьте, чтобы при сгибании 1.6 мм заготовки удлинительная пластина плотно прилегала к гибочной балке по всей длине без ступеньки и минимальная высота загибаемого бортика составляла не менее 30 мм.ኢቶ ኦዝናችት፣ ቺቶ ባይኔ 30 ሚ.ሜ ሜታልሊችኮ ሊስታ ቪስተፓላ ዛካይ ፕረዚምኖይ ባልኪ።Более низкие бортики возможно делать в тех случаях, когда длина гиба короче длины ስታንካ.
2.ታክዜ፣ ኢስሊ ኦብራባታይቫሜይ ሊስት ሜታላ እና ዛፖልንየት ፕሮስታንስቶ ፖድ ፕረዥምኖይ ባሌኮይ ና መውሰድ፣Для лучшего результата заполняйте свободное простанствоДля лучшего прижима используйте куски стального листа, даже сли сама заготовка не стальная.
ኢቶ ታክዚ ያቭላይትስያ ሉቺሺም ሜቶዶም ሲደላት
8. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Изготовитель гарантирует качественое изготовление
«Mагнабенд» እና አከሴስሱዋሮቭ ካን ኔሙ።Срок гаранти составляет 12 месяцев со дня продажи.
Наши обязательства в рамках гарантии ограничены ремонтом или заменой неисправных узлов и агрегатов и не распространяются на ущерб, причиненный в результате неправильного использования данного оборудования.
Эта гарантия не распространяется на те случаи выхода оборудования из строя, которые связаны с использованием станка не по назначению, небрежным или неправильным его использованием, а также порчей оборудования во время транспортировки.Исключаются также случаи непредусмотренного ремонта оборудования
Возврат оборудования должен осуществляться всответствии с правилами перевозки.
Заполните для информации:
Модель Серийный номер Дата покупки
Адрес и имя дилера
Приложение 1.
Минимально допустимый радиус изгиба для деталей из стального листа.
AWF 7965 DIN 6935 ( 10.75)
| Максимальная толщина в мм | 0፣4 | 0፣6 | 0፣8 | 1,0 | 1፣5 | 2፣5 | 3,0 | 4,0 |
| Сталь с минимальным пределом прочности на razrыv N |ሚሜ ² | Минимально допустимый радиус изгиба вмм | |||||||
| እስከ 390 | 0፣6 | 0፣6 | 1,0 | 1,0 | 1፣6 | 2፣5 | 3,0 | 5,0 |
| 390 …490 | 1,0 | 1,0 | 1፣6 | 1፣6 | 2,0 | 3,0 | 4,0 | 5,0 |
| 490 …640 | 1፣6 | 2፣5 | 2፣5 | 2፣5 | 2፣5 | 4,0 | 5,0 | 6፣0 |
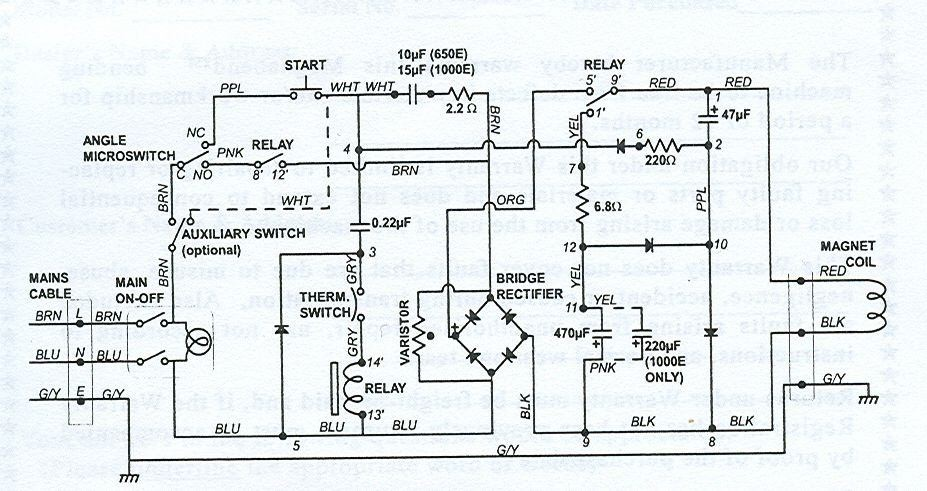
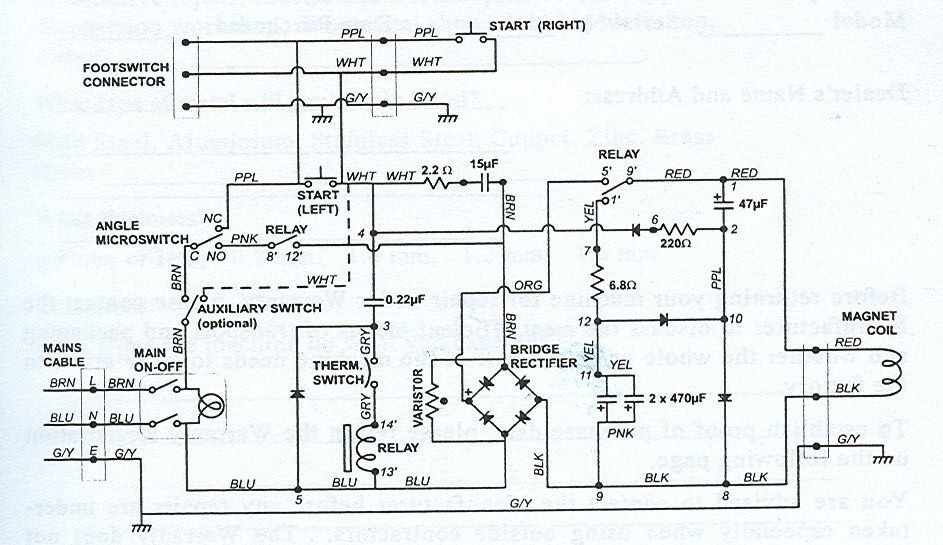
Приложение 2. Эlektroshema.
ሞዴሊ 650E፣ ኢቢ 1000ኢ፡
Модель 1250E:
የልጥፍ ጊዜ፡ ሴፕቴምበር-13-2022